tổng hợp các lỗi thường gặp trên máy dán keo trong ngành may mặc và cách khắc phục
⚙️ 1. Keo không ăn vào vải / Dán không chắc
Nguyên nhân:
-
Nhiệt độ hoặc áp lực không đủ.
-
Tốc độ chạy máy quá nhanh.
-
Keo chất lượng kém hoặc hết hạn.
-
Chọn sai loại keo so với loại vải.
Khắc phục:
-
Kiểm tra lại nhiệt độ (thường 120–180°C tùy keo), tăng dần đến mức chuẩn.
-
Tăng áp lực ép hoặc điều chỉnh trục lăn.
-
Giảm tốc độ chạy máy.
-
Dùng đúng loại keo tương thích vải (PU, PA, TPU…).
-
Bảo quản keo đúng điều kiện (khô – mát – tránh ánh nắng).

🔥 2. Keo bị chảy tràn hoặc rỉ ra ngoài mép vải
Nguyên nhân:
-
Nhiệt độ quá cao.
-
Quá nhiều keo (dán nhiều lớp hoặc chồng mí không hợp lý).
-
Áp lực ép quá mạnh.
Khắc phục:
-
Giảm nhiệt độ dán.
-
Điều chỉnh lượng keo, bề mặt tiếp xúc.
-
Nếu dán seam tape: thử dùng bản keo nhỏ hơn hoặc điều chỉnh góc vào.
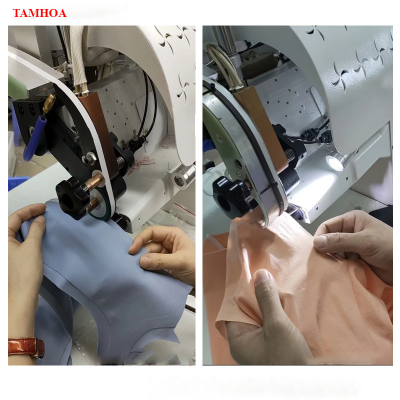
🧵 3. Mép dán bị bong sau giặt / bong sau ủi
Nguyên nhân:
-
Dán chưa đủ chặt / chưa đạt nhiệt đúng kỹ thuật.
-
Vải có phủ lớp chống dính (silicone, tráng PU…).
-
Dán chưa đủ thời gian ép nhiệt.
Khắc phục:
-
Tăng thời gian dán, thử lại bằng test giặt/ủi.
-
Dùng keo chuyên dụng cho loại vải phủ PU, Nylon, Spandex.
-
Vệ sinh bề mặt vải trước khi dán (không dùng vải ẩm/bẩn).

🧊 4. Keo không nóng / máy không sinh nhiệt
Nguyên nhân:
-
Lỗi bộ gia nhiệt hoặc cảm biến nhiệt.
-
Hỏng relay điều khiển.
-
Dây nhiệt hoặc thanh nhiệt đứt.
Khắc phục:
-
Kiểm tra cảm biến nhiệt và bảng điều khiển.
-
Thay relay hoặc mô-đun điều nhiệt.
-
Gọi kỹ thuật kiểm tra điện trở, thay dây sưởi nếu cần.
🔄 5. Băng keo bị lệch / gấp nếp khi dán
Nguyên nhân:
-
Căng keo không đều, trục dẫn keo lỏng.
-
Dẫn keo sai hướng hoặc không đi qua bộ định vị.
-
Lỗi cảm biến dò đường keo (trên máy cao cấp có sensor).
Khắc phục:
-
Căn chỉnh lại trục cuộn keo và lực căng.
-
Kiểm tra hướng dẫn keo qua tất cả trục/ống dẫn đúng thứ tự.
-
Nếu máy có sensor, kiểm tra mắt đọc và vệ sinh cảm biến.
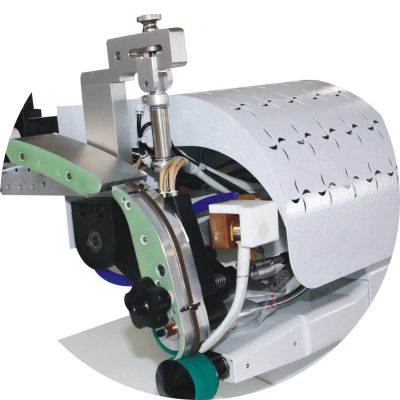
🧽 6. Keo bám lên trục ép / thanh dẫn keo
Nguyên nhân:
-
Quá nhiệt, keo chảy tràn.
-
Lớp vải không hấp thụ keo tốt, dính lên trục.
-
Trục ép bám bẩn.
Khắc phục:
-
Vệ sinh trục ép bằng khăn vải mềm khi máy nguội.
-
Sử dụng dung dịch vệ sinh keo chuyên dụng (IPA hoặc dung môi nhẹ).
-
Dán test lại để điều chỉnh nhiệt và lượng keo.
🔧 7. Máy kêu to, trục quay giật hoặc không đều
Nguyên nhân:
-
Bánh răng mòn, dây curoa lỏng.
-
Không bảo trì định kỳ.
-
Trục cuốn bị lệch hoặc lắp sai.
Khắc phục:
-
Bảo trì máy định kỳ (tra dầu, siết lại bulong).
-
Kiểm tra, thay thế bánh răng hoặc dây curoa.
-
Canh chỉnh trục, dùng thợ chuyên môn nếu cần.
Công Ty TNHH Kỹ Thuật Tam Hòa
Địa chỉ Nhà Máy : KCN Quế Võ 2, xã Ngọc Xá, Thị xã Quế Võ, tỉnh Bắc Ninh, Việt Nam
Chi Nhánh Miền Nam : 601 Trường Chinh, Phường Tân Thới Nhất, Quận 12, Tp Hồ Chí Minh
Hotline: 0948240946 / 0968963732
Điện thoại/ Fax 0222-3634 129/ 3634 130
MST 2300886897
Web: https://tamhoaseamless.com/
Email : [email protected]
Phạm vi kinh doanh: Máy dán keo, máy cắt vải, máy gấp, máy ép nhiệt, máy hàn siêu âm, cung cấp các thiết bị sản xuất trong ngành may mặc, da, giày dép.